无锡法莫森自动化设备有限公司
无锡法莫森自动化设备有限公司
不断超越,追求完美
效率成就品牌,诚信铸就未来
只有更好的服务,才有更多的用户
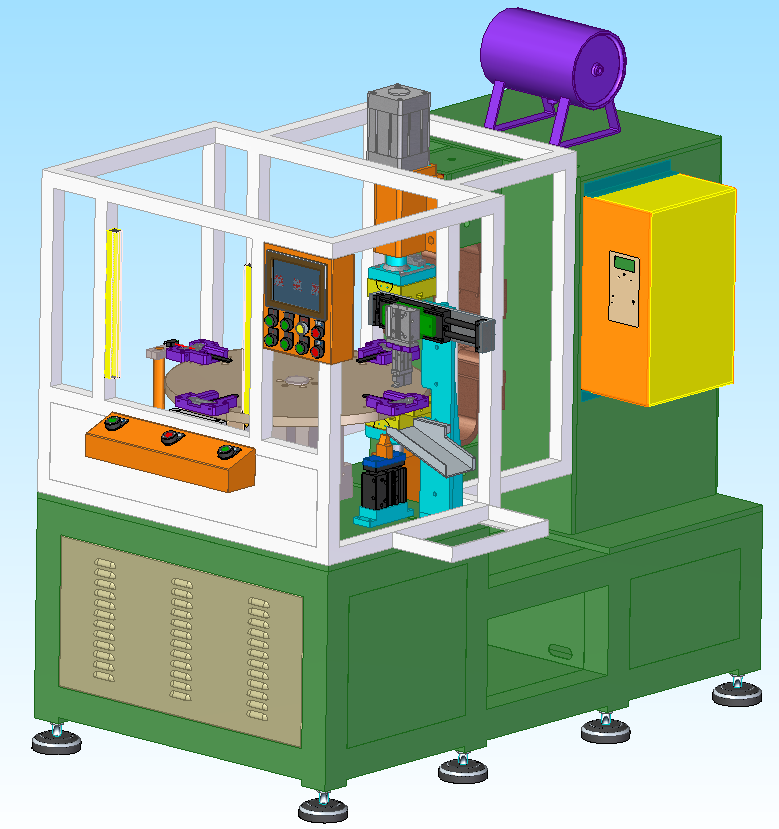
二管毛巾架自动焊机
-
- 一、产品图及要求 二、 产品尺寸适用范围: 1.产品材料:不锈钢 2.适用板厚1.0mm+3.0mm凸点焊接 3.焊接位置:间歇分割器转盘式(四工位)。
三、产品焊接要求 1.焊接牢固,焊接部位可以承受35kg的推力测试,不脱焊、不移位; 2.焊接平整,焊接后产品正表面无任何焊接痕迹; 3.焊接后产品表面无划伤、碰伤等缺陷; 4.二管、四管支架点焊工装应按图纸要求对支架正反面方向设定防呆定位,预防支架正反面焊错; 5.化妆镜支架点焊工装应按图纸要求对支架的方孔、圆孔设定防呆定位,预防点焊方向错误; 6.焊接点位置、尺寸等都应按图纸要求。
四、设备组成: 1.根据产品要求与美观度,推荐选用大功率中频逆变焊接电源。
2.根据焊接工艺要求,该设备采用*工装定位装夹,间歇分割器四工位转盘转位,分别进行焊接。
3.定位工装采用定位销定位,为方便更换其它产品焊接工装换型,简单快捷。
4.配置人机界面操作控制箱,方便手动调整设备动作及焊接参数。
5.该设备配置安全光幕及防护框,双手启动开关按钮。
6.选用DIT150KVA中频逆变焊接电源。
7.主要配置示意如下图所示: 8.焊接电源控制部分. 采用ABB整流二**管,西门康整流桥,富士IJBT,新日铁变压器铁芯及EPCOS电容组成。
9.气路动作系统. 采用SMC气缸、检测开关及动作电磁阀,限流阀,油雾过滤组合,保证焊接动作同步,以达*焊接效果。
10.机架 采用加厚钢板及合理结构焊接,进行焊接后时效*硬力处理而成,以保证机架足够强度与硬力变形,保证焊接位置精度要求,达到更好的焊接效果。
五、操作工顺 六、主要配置 序号 名称 品牌 产地 备注 1 电容 EPCOS 德国 2 整流二**管 ABB 德国 3 变压器铁芯 新日铁 日本 4 整流桥 西门康/TECHEM 德国/台湾 5 IGBT 富士 日本 6 可调加压焊接气缸 SMC 日本 7 三联件 SMC 日本 8 触摸屏 三菱 日本 9 间歇分割器 谭子 台湾 10 11 电磁阀 SMC 日本 12 PLC 三菱 日本 13 机架 自制 中国 14 铝合型材 40*40mm 中国 七. 生产效率 每件产品焊接为:动作及焊接时间3.0秒(不含人工装夹) 八. 工作环境及动力需求 本系统应在下列条件下工作 1、海拔高度不超过2000m. 2、冷却介质 无 3﹑周围空气*温度不大于40℃,*于零于10 ℃。
4、空气相对湿度.**湿月的平均*相对湿度低于85%。
5、压缩空气 5.1. 供气压力: 0.5~0.6MPa(在设备进气口处) 5.2. 供气量: 约15m3/h 5.3. 空气压缩机 (客户自备) 5.4 气源质量应符合工业用压缩空气标准并应配备干燥机。
6、电网供电参数 380V±10% 三相 50Hz ± 2% 7、使用场合应无严重影响产品使用的气体﹑尘垢﹑霉菌及其他*性﹑腐蚀性介质。
8 、机器功率约200KVA 九. 包装运输 1.包装前各部位打好防锈油; 2.先用珍珠棉整体包好; 3.再用包装膜全部缠绕; 4. 标签: 毛巾架自 毛巾架自动焊机 无锡市毛巾架自动焊机 无锡市毛巾架自动焊机厂家
[毛巾架自动焊机]
无锡市毛巾架自动焊机厂家
二管毛巾架自动焊机
- 联系方式
- 联系人:---
- 座机:---
- 手机:---
- 传真:---
- 微信:---
- 地址:---